砂轮在磨削一定数量的齿轮后,其螺旋表面产生磨损,导致被磨齿轮的齿形误差超差。机床上的砂轮可自动切向位移,以便使砂轮正在磨削部份的廓形正确、刃口锋利,保证被磨后齿轮的精度稳完达到5级,但是,砂轮自动切向位移使砂轮不能得到充分利用,增加了砂轮的修整次数。
通过实验可知,在砂轮的某一固定位置磨削齿轮,
齿轮的齿形误差(该项误差为影响磨齿精度达不到5级的关键项目)随磨削齿轮的件数呈图所示的规律变化。
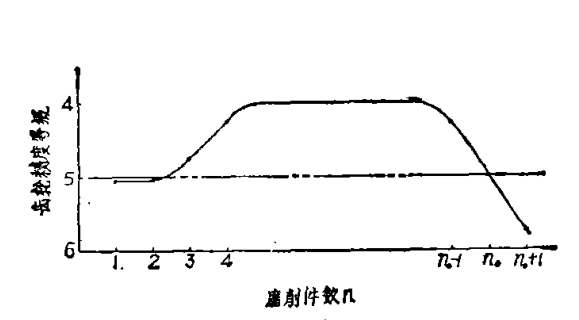
按这种精度与件数变化规律控制临界磨削件数和用手动切向移位,能使砂轮的使用寿命增加。齿轮的齿形精度不低于5级的临界磨削件数大小,反映了砂轮磨损的快慢。
减少磨削余量和降低齿圈径向跳动,可大大地减缓砂轮的磨损,提高临界磨削件数。而余量的大小和齿圈径向跳动主要取决于磨齿前齿轮精度。
1、采用滚齿-齿部高频淬火(G48)-基准面(内孔及端面)磨削-磨齿的工艺路线
起初,使用Y88型滚齿机,加工出的齿轮精度为8级。齿部高频淬火使齿轮精度下降,基准面磨削(卡齿顶圆在M131W型万能外圆磨床上磨内孔)又使齿轮精度继续下降,这样,磨齿前齿轮精度为9级。
因此当
齿轮模数m为2~3.5mm时,磨削余量为在公法线长度上0.18~0.20mm。由于磨削余量较大,且分布不均匀,如齿圈径向跳动大等,造成砂轮很快磨损,临界磨削件数只有7~9件。
为了提高磨齿前齿轮精度,可采取如下措施:
a、使用YM3180E精密滚齿机,滚齿精度可达6级。
b、选择合理的热处理工艺参数,严格控制热处理变形。
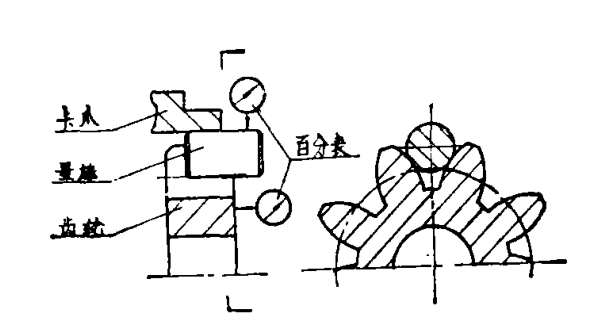
c、磨内孔工序按下图卡齿圈校正径向和端面跳动,使它们不超过7级精度齿轮齿圈径向跳动允差值的2/3。
采取以上措施后,磨齿前齿轮精度可达7级左右,磨削余量当齿轮模数m为2~3.5mm时在公法线长度上可减少到0,10~0.12mm,临界磨削件数增至13~15件。
2、采用滚齿-齿部高频淬火(G48)-基准面(内孔及端面)磨削-粗磨齿-精磨齿的工艺路线
当生产每批同一规格齿轮大于400件的较大批量时,提高临界磨削件数更为必要。
使用本机床粗磨齿轮,除齿形精度外,其余精度项目均达5级。由于不考虑齿形精度,粗磨时临界磨削件数达49~53件。
精磨目的是提高齿形精度,精磨余量当齿轮模数m为2~3.5mm时在公法线长度上只有0.05~0.07mm,临界磨削件数可达33~35件。
此工艺虽增加了一次工件装夹的过程,但由于能充分地利用砂轮,减少砂轮修整次数,对于较大批量的加工,效果显著。
以上说明仅供参考了解,如有不足欢迎补充。